|
海越科技 感应世界
引领焊接与感应加热领域的智能技术应用
知识是引导人们看到光明和真实境界的灯烛。
没有知识就不可能对生活做出正确的解释。
知识是人生旅途的食粮。
知识可以改变命运。
我们今天要学习的知识是----电磁感应加热原理。
对海越人而言,知识就是团队的一种力量。
一支有技术的专业团队以高效、环保、节能的中高频加热技术解决客户的加热工艺的技术难题。
培训题目:电磁感应加热原理
主讲人:赵博士

1.1物理基础:
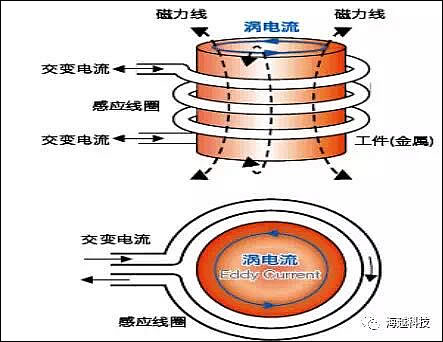
将金属导体放在通有交变电流的线圈中,在交变磁场的作用下,会在导体中产生与线圈中电流的方向相反、大小相等、频率相同的感应电流(涡流),利用在该导体中产生的感应电流使其加热的方法称之为 “感应加热” 。
1.1.2电磁感应定律:闭合电路的一部分导体在磁场里做切割磁感线的运动时,导体中就会产生电流,产生的电流称为感应电流,产生的电动势(电压)称为感应电动势。
1.1.3楞次定律:感应电流具有这样的方向,即感应电流的磁场总要阻碍引起感应电流的磁通量的变化。
感应电流的效果总是反抗引起感应电流的原因。
用于确定感应电流的方向
1.2 发热效应
1.2.1磁滞热效应(磁滞损耗)
磁滞(Hysteresis)
铁磁体在反复磁化的过程中,它的磁感应强度的变化总是滞后于它的磁场强度,这种现象叫磁滞。
磁滞发热是因为频繁的改变磁场方向,导磁体内部磁畴改变方向互相摩擦碰撞造成的发热,产生原因是磁场,而不是电流。
1.2.2居里温度(Curie temperature, Tc):居里点(Curie point)或磁性转变点,是指磁性材料中自发磁化强度降到零时的温度,是铁磁性或亚铁磁性物质转变成顺磁性物质的临界点。
低于居里点温度时该物质成为铁磁体,此时和材料有关的磁场很难改变。当温度高于居里点时,该物质成为顺磁体,磁体的磁场很容易随周围磁场的改变而改变。
1.2.3居里温度对铁磁体感应加热的影响
绝大多数碳钢和合金钢为铁磁体,其居里点在500~600℃。
焊后热处理时会出现磁滞热效应消失的现象,导致加热速度变慢。
需要对电源的功率、频率进行调整。

1.3 电磁感应现象
1.3.1集肤效应
集肤效应:交变电流(AC)通过导体时,由于感应作用引起导体截面上电流分布不均匀,愈近导体表面电流密度越大的现象。
导线通有高频交变电流时,有效截面的减少可以用穿透深度来表示。穿透深度的意义是:由于趋肤效应,交变电流沿导线表面开始能达到的径向深度。
由于集肤效应的作用,导体或零件中的电流分布是不均匀的。工程上规定,从表面电流最大值处(I0)测到1/e I0处的深度为电流的透入深度。
钢在居里点(770℃ )以下的电流透入深度称为冷透入深度,在居里点以上的电流透入深度称为热透入深度。
1.3.2圆环效应
圆环形的导体通入交变电流时,最大电流密度分布在环状导体的内侧,这种现象叫做圆环效应。圆环效应使感应器的电流密集到圆环的内侧,对于加热零件的外表面有利。但对加热零件内孔时,该效应使感应器中的电流远离加热零件的内表面,对内孔加热十分不利。
1.3.3导磁体的槽口效应
矩形截面的导体,装在导磁体的槽口中。当导体通交变电流时,电流集中在导磁体开口的导体表面,称之为导磁体的槽口效应导磁体的槽口越深,电流的频率越高,则导磁体的槽口效应越强烈。

1.4.1透入式加热
当感应线圈刚刚接通电流,工件温度开始明显升高前的瞬间,涡流在零件中的透入深度符合冷态分布。
由于工件表面涡流强度大,表面升温也越快。当表面出现己超过失磁温度的薄层时,加热层就被分成两层:外层的失磁层和与之毗连的未失磁层。失磁层内的材料导磁率μ的急剧下降,造成了涡流强度的明显下降,从而使最大的涡流强度出现在失磁层和未失磁层的交界处。
1.4.2热传导式加热
在失磁的高温层厚度超过热态的涡流透入深度δ热后,热量基本上是在厚度为δ热的表层中析出。
由于热传导的作用,加热层的厚度将随时间的延长而不断增大。这样零件内部主要依靠热传导方式获得加热,其加热过程及沿截面的温度分布特性与用外热源加热(如在炉内加热或火焰加热)的基本相同。
1.4.3 纵向磁场加热
磁场方向与工件的轴线方向相平行(相同)。
厚件、圆管的加热。
 
|

